成形
はじめてでもわかる!CFRP板の成形方法
-
1.冷凍庫から材料となるプリプレグを取り出し、解凍する。
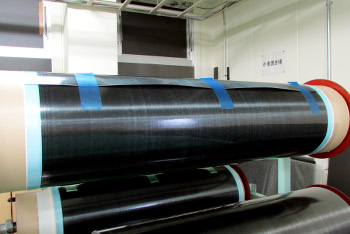
- プリプレグが結露しないよう、成形する時間を考慮して冷凍庫から取り出します。
-
2.製品サイズに合わせてプリプレグを必要枚数カットする。

- 真っ直ぐに切らないと積層時にずれて困るので、気をつけています。 何種類ものプリプレグをカットする場合は、混ざらないよう識別管理をきちんとしています。
-
3.プリプレグの保護シートを剥がし、決められた向きに重ねる。

- 重ねる際に、端をきちんと揃えます。 また、ゴミなどが入り込まないよう注意深く作業しています。
-
4.ローラーで層間の空気を抜く。以降、3と4を繰り返す。

- 空気が残っているとボイドの原因になりますので、丁寧に作業しています。 決められた向きと枚数を正しく重ねることが重要です。指示通りに出来ているかを1枚ごとにきちんと確認しています。
-
5.プリプレグを全て重ね終わったら、当て板を乗せ、真空バッグ等をセットし、空気を抜く。

- バッグの中の空気が漏れていると欠陥の原因となります。特に、シール材との設置面は隙間が出来やすいので、目と耳でしっかり確認しています。
-
6.オーブンに入れ、加熱硬化させる。

- 真空引きは、製品が冷えるまで続けます。材料によって加熱温度や時間が異なりますので、最適な条件を選定しています。
-
7.硬化後、冷えたら真空バッグ等を外して完成。
はじめてでもわかる!CFRP角パイプの成形方法
-
1.冷凍庫から材料となるプリプレグを取り出し、解凍する。
- プリプレグが結露しないよう、成形する時間を考慮して冷凍庫から取り出します。
-
2.製品サイズに合わせてプリプレグを必要枚数カットする。
- 繊維の向きが製品の物性を決める大事な要素となりますので、1枚1枚指示を確認しながらカットしています。
-
3.マンドレル(芯金)にプリプレグを巻きつける。

- 角パイプの角がだぶつきやすいので、1枚巻きつけるごとにしっかりと確認しています。
-
4.積層品を型へセットする。

- ここでうまくセットしないと、シワや樹脂枯れなどの外観不良や寸法不良が発生しますので、慎重に作業しています。
-
5.オーブンに入れ、加熱硬化させる。
- 型が温まる時間を考慮して、最適な硬化条件を選定しています。
-
6.硬化後、冷えたら型を外して完成。
成形品のご紹介
CFRPパイプ

・高精度の内寸・外寸・肉厚のパイプ成形が可能です
・ロボットハンド等に使用可能なパイプです
・3m以上の長尺も一体成形可能です
| 引張強度 |
98~2600 MPa |
|---|---|
| 引張ヤング率 |
49~390 GPa |
| 線膨張係数 |
5×10-6/ ℃ 以下 |
| 密度 |
1.5~1.7 g/cm3 |
ロボットアーム

長さ約3mの角パイプ形状ですが、女性一人でも軽々持ち上げられるのはCFRP製品以外ではまず見かけない光景です。
ロボットアーム(テーパー型)
当社ではテーパー形状のパイプも生産しております。長さ3.5m x 厚さ4mmのこのアームは、CFRP製品の大きな特長である「軽量」「高剛性」を生かして、液晶パネルを運ぶのに使われています。